How to efficiently machine shaped parts on CNC mill-turn machines?


With the rapid development of the automotive industry, engine performance requirements continue to increase.
The crankshaft is a core moving component of the engine.
Its machining quality directly affects the overall performance of the engine.
The crankshaft features a complex structure with irregular outer contours, presenting significant machining challenges.
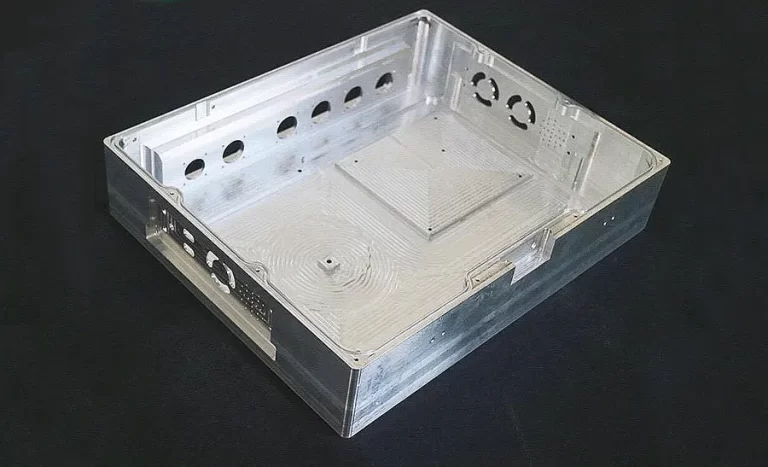
As shown in Figure 1, the crankshaft has a total length of 660 mm.
It incorporates seven main journals, labeled I to VII. It also includes five connecting rod journals, labeled 1 to 5.
Each journal has distinct diameter specifications. All journals require stringent machining accuracy.
Main journal tolerances reach ±0.05 mm, while connecting rod journals require ±0.1 mm, forming a typical multi-eccentric shaft component.
This complex contour structure renders traditional machining methods inefficient and difficult to guarantee precision.
CNC horizontal lathes, leveraging their high precision and efficiency advantages, provide a new technological approach for crankshaft precision machining.
")
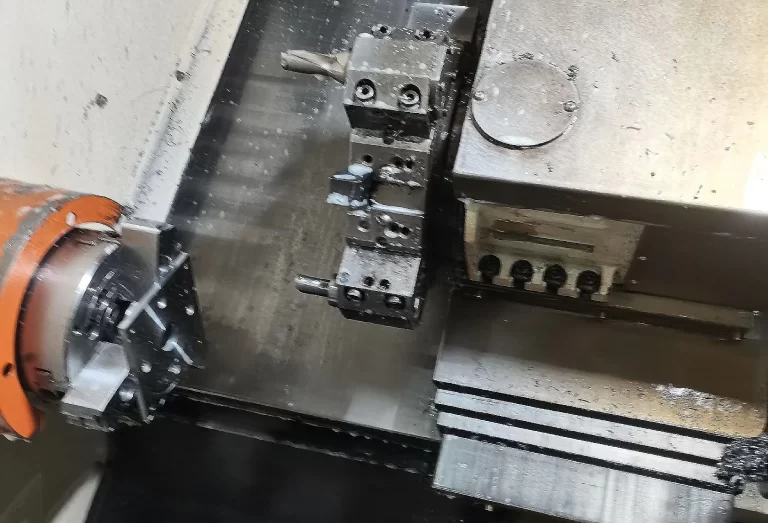
Given the multi-eccentric journal structure of the crankshaft, precision machining is performed using a CNC horizontal lathe.
The process plan adopts a segmented machining strategy, establishing a coordinate system with the main journal as the reference.
Program control ensures the precise positioning of each journal.
The clamping solution utilizes a hydraulic chuck in conjunction with tailstock centers to ensure workpiece rigidity during machining.
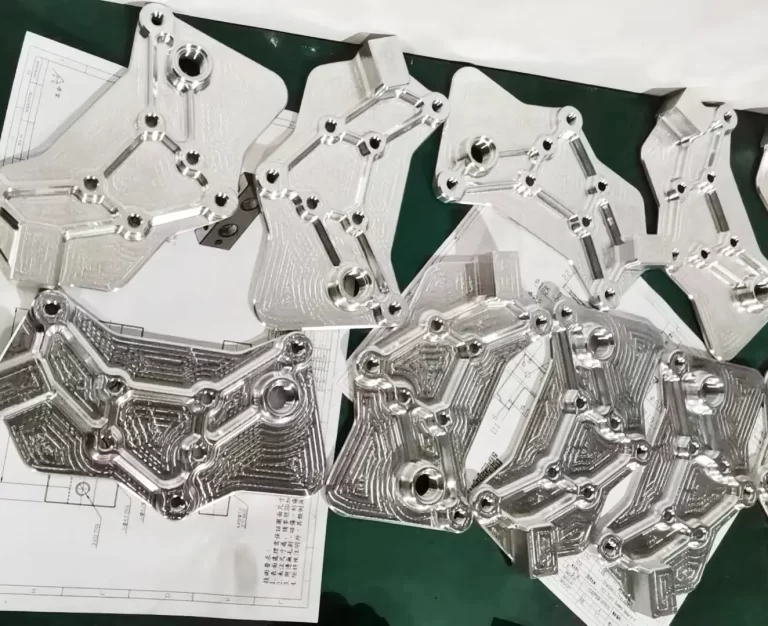
As shown in Figure 2, the machining process flow begins with workpiece clamping and reference positioning, followed by rough machining of the main journals to establish the reference.
Subsequently, the machining process finishes the main journals I–VII sequentially.
The process then machines the connecting rod journals 1–5 in sequence.
The machining team uses indexable carbide inserts as cutting tools.
They select different tool specifications according to the journal diameters.
Critical operations apply constant linear speed control integrated with a high-pressure cooling system.
Inspectors conduct quality inspections after each process step.
They rework any non-conforming parts.
The final step involves precision machining of transition arcs.
The entire process is automatically executed via CNC programming, minimizing manual intervention and enhancing machining consistency.

Single-factor preliminary experiments analyze the influence mechanism of each parameter on machining quality.
Excessively high cutting speed accelerates tool wear and compromises surface finish; conversely, excessively low speed reduces machining efficiency.
Feed rate directly determines material removal rate; excessive feed may cause sudden changes in cutting force, leading to workpiece deformation.
Cutting depth affects the amount of material removed per pass, requiring a balance between efficiency and tool life.
Coolant flow rate influences tool wear and workpiece thermal deformation by controlling cutting temperature.
Complex coupling relationships exist among these parameters, necessitating orthogonal experiments to determine optimal combinations.
Engineers based the selection on crankshaft machining process requirements.
They also considered equipment performance parameters.
They incorporated the results of preliminary single-factor pre-experiments.
Engineers identified four primary control parameters that influence machining quality based on these factors.
They also determined the level ranges for each control factor.
Crankshaft material properties are taken into consideration.
Engineers also evaluate machining accuracy requirements.
They include production efficiency targets in the analysis.
Factor level selection must balance multiple constraints. These constraints include surface quality, geometric accuracy, and tool life.
At the same time, machining stability must be ensured.
As shown in the factor level table (Table 1), the selected parameter ranges encompass the typical process window for crankshaft finishing.
The cutting speed span of 60 m/min effectively evaluates the influence of speed on machining quality.
The feed rate range, covering both finishing and semi-finishing stages, meets the process requirements of different machining phases.
The gradient settings for cutting depth and coolant flow are reasonably designed, laying a foundation for the scientific rigor and effectiveness of subsequent orthogonal experiments.
| Factor Code | Factor Name | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|---|
| A | Cutting speed /(m/min) | 120 | 140 | 160 | 180 |
| B | Feed rate /(mm/r) | 0.1 | 0.2 | 0.3 | 0.4 |
| C | Cutting depth /mm | 0.5 | 1.0 | 1.5 | 2.0 |
| D | Coolant flow rate /(L/min) | 5 | 10 | 15 | 20 |
Based on the determined factor levels, an L16 (45) orthogonal table was employed to design the experimental plan, ensuring uniformity and representativeness in the combination of factor levels.
The experiment evaluated surface roughness Ra, roundness error, and tool rake face wear VB as response metrics to comprehensively assess machining quality, geometric accuracy, and tool performance.
A 42CrMo quenched and tempered steel crankshaft blank with a hardness (HB) range of 280–320 was selected as the experimental workpiece.
The team used a TiAlN-coated cemented carbide turning tool to ensure consistency in experimental conditions.
| Experiment No. | A (Cutting speed) /(m/min) | B (Feed rate) /(mm/r) | C (Cutting depth) /mm | D (Coolant flow rate) /(L/min) | Rₐ / μm | Roundness error /mm | VB /mm |
|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 0.82 | 0.0045 | 0.12 |
| 2 | 1 | 2 | 2 | 2 | 1.25 | 0.0052 | 0.15 |
| 3 | 1 | 3 | 3 | 3 | 1.68 | 0.0061 | 0.18 |
| 4 | 1 | 4 | 4 | 4 | 2.14 | 0.0075 | 0.22 |
| 5 | 2 | 1 | 2 | 3 | 0.75 | 0.0041 | 0.14 |
| 6 | 2 | 2 | 1 | 4 | 1.18 | 0.0048 | 0.17 |
| 7 | 2 | 3 | 4 | 1 | 1.95 | 0.0069 | 0.25 |
| 8 | 2 | 4 | 3 | 2 | 2.35 | 0.0082 | 0.28 |
| 9 | 3 | 1 | 3 | 4 | 0.71 | 0.0038 | 0.16 |
| 10 | 3 | 2 | 4 | 3 | 1.42 | 0.0055 | 0.21 |
| 11 | 3 | 3 | 1 | 2 | 1.85 | 0.0064 | 0.19 |
| 12 | 3 | 4 | 2 | 1 | 2.58 | 0.0089 | 0.31 |
| 13 | 4 | 1 | 4 | 2 | 0.89 | 0.0043 | 0.19 |
| 14 | 4 | 2 | 3 | 1 | 1.56 | 0.0058 | 0.24 |
| 15 | 4 | 3 | 2 | 4 | 2.12 | 0.0071 | 0.22 |
| 16 | 4 | 4 | 1 | 3 | 2.76 | 0.0096 | 0.35 |
Experimental results indicate that response metrics exhibit significant variations across different parameter combinations.
Surface roughness Ra ranged from 0.71 to 2.76 μm, roundness error fluctuated between 0.0038 and 0.0096 mm, and tool wear VB distributed within the 0.12 to 0.35 mm interval.
Preliminary observations from the data distribution indicate that feed rate significantly influences surface roughness, while cutting speed exhibits a positive correlation with tool wear.
This provides a robust data foundation for subsequent range analysis and regression modeling.
Using range analysis to evaluate the influence of each factor on the response indicator, the results indicate that feed rate has the most significant impact on surface roughness, with a range value reaching 1.2 μm.
Cutting speed exerts the greatest effect on tool wear, with a range value of 0.08 mm.
The researchers established a parameter-quality prediction model through multiple regression analysis.
The regression relationship between surface roughness and cutting parameters is as follows:
Ra=2.146-0.005 8v+4.267f+0.128ap-0.042Q. (1)
In the formula: Ra is surface roughness, μm; v is cutting speed, m/min; f is feed rate, mm/r; ap is cutting depth, mm; Q is coolant flow rate, L/min.
The regression equation exhibits a correlation coefficient R² = 0.925, with model accuracy meeting engineering application requirements.
A genetic algorithm was employed to solve the multi-objective optimization problem, yielding the optimal parameter combination: cutting speed 150 m/min, feed rate 0.25 mm/r, cutting depth 1.2 mm, and coolant flow rate 12 L/min.
Verification experiments demonstrate that under the optimized parameters, surface roughness Ra reaches 0.6 μm, with roundness error controlled within 0.003 mm, providing a mathematical foundation for parameter optimization.
During crankshaft main journal machining, the narrow width of the main journal requires tool overhang exceeding 62 mm to meet machining requirements.
Conventional external grooving tools are prone to vibration under these conditions, leading to reduced machining accuracy.
The team adopted HSK T63 interface damping vibration reduction turning tools to replace traditional tools and address this technical challenge.
This damping vibration-reduction tool features a modular design comprising three components: the tool holder, the damper assembly, and the cutting insert.
The tool holder is manufactured from high-strength alloy steel to ensure sufficient rigidity.
The damper assembly incorporates a tuned mass block and viscoelastic damping material, precisely calculated to match the natural frequency of the cutting system with its primary vibration frequency.
When vibrations occur during cutting, the tuned mass block generates counter-vibrations, dissipating vibration energy through the damping material.
During tool assembly, technicians install the damper assembly within the tool holder cavity to ensure the mass block can vibrate freely.
They then install the insert and adjust the cutting edge position to ensure the cutting geometry meets process requirements.
The tool connects to the machine tool spindle via an HSKT63 interface, utilizing the machine’s internal coolant system to supply cutting fluid.
Constant linear speed control mode is employed during machining, automatically adjusting spindle speed based on different shank diameters.
Combined with optimized feed parameters, this achieves stable cutting conditions, with the entire process automatically controlled by the CNC program.
The team implemented the optimized machining solution on a crankshaft production line at an automotive component manufacturer to validate the practicality of the process technology.
The team selected crankshafts made of 42CrMo material as test subjects for production validation.
A total of 1,000 products were continuously machined, with key data such as machining time, quality indicators, and tool consumption recorded throughout the process.
These results were then compared and analyzed against the traditional process, as shown in Table 3.
| Evaluation index | Traditional process | Innovative process | Improvement effect /% |
|---|---|---|---|
| Single-part machining time /min | 45 | 32 | Reduced 28.9 |
| Product qualification rate /% | 91.5 | 98.5 | Increased 7.0 |
| Scrap rate /% | 8.5 | 1.5 | Reduced 82.4 |
| Tool cost /(CNY / piece) | 12.8 | 9.1 | Reduced 28.9 |
| Surface roughness Rₐ / μm | 1.2~1.8 | 0.6~0.8 | Improved 50 |
| Monthly output/pieces | 1 850 | 2 385 | Increased 28.9 |
Comparing the data in Table 3 reveals that the process innovation technology has achieved significant results in enhancing production efficiency, improving product quality, and reducing production costs.
Technicians consistently control the roundness error of the spindle journal within 0.005 mm.
They maintain the surface roughness Ra between 0.6 and 0.8 μm.
The reduction in machining time directly increases monthly output, the decrease in scrap rate saves material costs, and the extended tool life lowers production expenses.
Practice has demonstrated that this process innovation technology possesses excellent engineering application value and promising prospects for widespread adoption.
Researchers conducted in-depth research on machining technology for complex crankshaft profiles using CNC horizontal lathes.
They established a comprehensive process system and a parameter optimization methodology.
Experimental validation demonstrates the effectiveness of the proposed approach.
The team applies damping vibration reduction technology together with optimized process parameters.
This combination significantly enhances the precision of key crankshaft geometric parameters.
The process markedly improves surface quality.It also substantially increases production efficiency.
This technology overcomes the limitations of traditional machining methods, providing reliable technical support for precision crankshaft manufacturing.
As CNC technology continues to evolve and mature, this machining technique will play an increasingly vital role in engine manufacturing.
The research findings also have significant reference value.
They apply to the precision machining of other complex rotary components.
The study contributes valuable insights. These insights support technological advancement in modern manufacturing.