How to efficiently machine shaped parts on CNC mill-turn machines?


In the manufacturing industry, CNC machining technology plays a vital role in metal material processing and is widely adopted.
This technology utilizes computer-generated programs to automate equipment operations, thereby accomplishing metal material processing tasks.
Compared to manual processing methods, it eliminates the adverse effects of manual adjustments, enabling efficient and high-quality processing.
Analyzing the application of CNC machining in metal material processing reveals that multiple critical factors influence its effectiveness.
Therefore, it is essential to thoroughly grasp relevant technical nuances.
This understanding can enhance processing quality and efficiency.
In turn, it will drive sustained high-quality development in the manufacturing sector.
In metal material processing, CNC machining technology employs computer-programmed sequences.
These sequences enable unmanned operations on metal materials.
As a result, the system achieves effective control throughout the entire manufacturing process.
Before metal material processing begins, engineers develop predefined programs.
These programs facilitate the assessment and configuration of key elements.
Such elements include materials, equipment, personnel, and technical specifications.
Subsequently, operators execute the cutting operations based on the specific requirements of metal material processing.
Engineers program the system to define machining parameters.
Once processing parameters are configured in the equipment, operations proceed according to the programmed sequence.
Through a series of actions—including equipment preheating, startup, and machining—the CNC system automatically completes metal processing tasks.
This technology enables unmanned, batch-oriented machining using equipment and computer systems, characterized by minimal reliance on human labor and high-efficiency processing.
Applying CNC machining technology in metal material processing involves using computers to construct 3D models and write a set of programs according to machining requirements before work begins.
This specifies the precision of the workpiece, facilitating the machining process.
The steps for constructing a 3D model are as follows:
(1) Conduct computer-aided design (CAD) as needed to construct the corresponding model, defining the shape, dimensions, and features of the metal part.
(2) Within CAD software, draw the relevant basic elements according to design parameters, including the geometric content such as curves and lines of the workpiece.
(3) After completing the drawing work, combine and edit the relevant elements to ultimately draw the complete geometric shape of the workpiece.
(4) Incorporate machining information into the model, including process parameters, surface finish requirements, technical specifications, and cutting tool selection.
This enables precise control over all operations during automated CNC machining.
(5) Upon completing the 3D model, conduct process analysis, verify parameters, and perform model inspection.
Once all parameters meet machining and process requirements, simulate the manufacturing process to identify potential issues and optimize parameters.
After constructing the 3D model, export it along with the code format to ensure the corresponding format is recognizable by CNC machine tools.
When writing the machining program, strictly adhere to the machining strategy.
Configure each cutting operation command accordingly. Analyze the specific motion instructions in detail.
For example, verify whether parameters such as linear interpolation are set correctly.
During program development, strengthen control over command sequences and parameters, refine relevant settings, and enhance the precision and accuracy of data content.
For metal material machining, determine the working parameters of CNC machining technology.
Base these parameters on key information.
Such information includes the material’s cutting properties, hardness, and processing requirements.
These parameters include metal material cutting depth, cutting speed, and feed rate.
Control these parameters reasonably and ultimately input them into the program.
Once the machining program is written, it is not directly fed into the CNC machine tool but simulated through CNC simulation software.
Within the software’s simulation module, the system converts program parameters into a 3D model.
This allows visualization of the workpiece and tool paths during actual machining, enabling verification of program validity and rapid correction of identified issues.
Through this process, engineers uncover deficiencies in the program settings, ultimately enhancing the rationality and effectiveness of the program content.
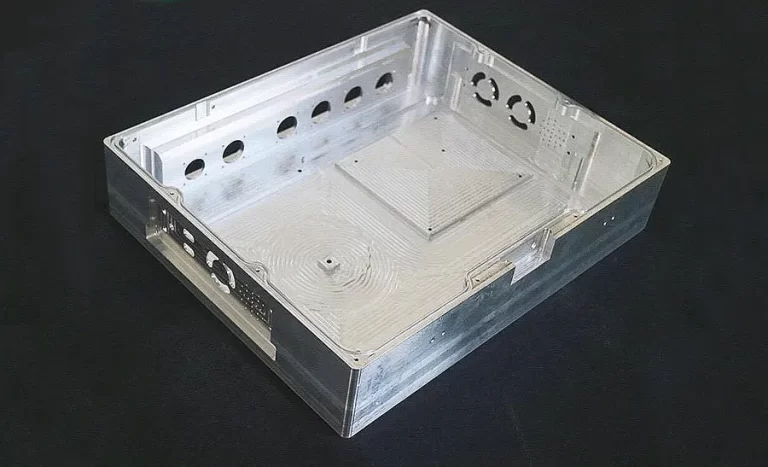
To validate the feasibility of 3D modeling and machining programs in actual microstructure processing, this paper conducts a process validation using a typical copper pillar component as an example.
This component features a diameter of 0.26 mm and a height of 11.00 mm, demanding high dimensional accuracy.
Traditional machining methods struggle to ensure coaxiality and surface quality, prompting the adoption of a CNC micro-milling solution for prototyping.
By following the aforementioned modeling–programming–simulation workflow, engineers ultimately obtained machining trajectories and cutting parameters that meet design requirements.
The CNC-machined copper pillar is shown in Figure 1.

Metal materials processed in CNC machining include copper, iron, steel, aluminum, and others, exhibiting significant variations in hardness, thermal conductivity, and toughness.
Inappropriate matching of tool geometry parameters with material properties can directly lead to surface quality degradation, abnormal tool wear, or even workpiece scrap.
Therefore, during process preparation, engineers must systematically select the tool type, material, and geometric parameters.
They base these selections on the workpiece’s material properties, surface complexity, and precision requirements.
This approach helps achieve balanced cutting loads and controllable machining accuracy.
Specific strategies are outlined below.
Face milling cutters offer advantages such as high cutting efficiency and strong thermal-mechanical load capacity.
These characteristics make them suitable for machining planar features.
Examples include hexahedrons and large-surface steps.
To reduce axial impact on the spindle, a “side-entry” feed approach with gradually increasing radial depth of cut is recommended.
Compared to oblique or vertical entry methods, this significantly reduces the vertical component of cutting forces, suppresses tool-workpiece self-excited vibration, and enhances surface integrity.
Roughing cutters feature wide inserts and large chip pockets, enabling high-efficiency roughing with large depths of cut and feed rates to rapidly remove stock.
Finishing cutters employ fine-pitch, small-angle designs to ensure final contour dimensions and surface roughness meet drawing specifications.
Implementing a sequential “rough-finish” tooling sequence effectively controls residual stresses and thermal deformation while maintaining efficiency.
CNC machine tools constitute a critical component of CNC machining operations.
Enhanced management of this area is essential to ensure subsequent activities proceed according to established objectives without significant issues arising later.
Spindle speed represents a crucial parameter in workpiece machining; setting it too high or too low will adversely affect the quality of the machined part.
Therefore, after completing the machining program design, engineers must evaluate the reasonableness of the spindle speed setting before formal machining.
Key considerations include the following aspects:
(1) Different metal materials exhibit significant variations in hardness, thermal conductivity, toughness, and other properties.
During metal material machining, engineers must consider factors such as cutting temperature, cutting force, and material removal rate.
Based on their impact on cutting behavior, engineers should readjust the parameters accordingly.
(2) Tool type and diameter are also critical factors, as both influence spindle speed and consequently affect workpiece quality.
Engineers must control the cutting speed. When faster cutting speeds are required, engineers should select larger-diameter tools and increase the spindle speed accordingly.
Tool selection and spindle speed parameters for metal material machining are shown in Table 1.
| Material Name | Blade Material | Blade Diameter (mm) | Main Spindle Speed (r·min-1) |
|---|---|---|---|
| Ordinary Steel (Q235) | Hardened Steel | 2 | 3500 ~ 4500 |
| 3 ~ 4 | 3000 ~ 4000 | ||
| 5 ~ 6 | 2500 ~ 3500 | ||
| 8 ~ 10 | 2000 ~ 3000 | ||
| > 12 | 1500 ~ 2500 | ||
| Aluminum Alloy (6061) | Hardened Aluminum Alloy | 2 | 8000 ~ 10000 |
| 3 ~ 4 | 6000 ~ 8000 | ||
| 5 ~ 6 | 4000 ~ 6000 | ||
| 8 ~ 10 | 3000 ~ 5000 | ||
| > 12 | 3000 ~ 5000 |
(3) Both cutting temperature and cutting force are influenced by spindle speed.
Cutting force refers to the force exerted during the cutting process, primarily varying with parameters such as feed rate and spindle speed.
When these parameters are high, cutting force increases, leading to greater tool wear and hindering precision control.
Additionally, engineers must maintain the cutting temperature at an appropriate level to ensure that workpiece accuracy remains unaffected.
The formula for calculating cutting temperature Qcis as follows:
Qc=Fz×vc (1)
In the formula: Fz represents the cutting heat generated per second; vc denotes the cutting speed.
Based on extensive CNC machining case studies, it is evident that excessively high cutting temperatures occur during workpiece processing.
These high temperatures not only adversely affect tool performance.
They also significantly degrade machining accuracy.
This leads to substandard workpiece quality, resulting in substantial economic losses for manufacturing entities.
In CNC machining of metal materials, ensuring the accuracy of control reference points is a critical task that requires focused implementation.
If reference points exhibit deviations or fail to meet precision standards, deformation of the workpiece will be difficult to control effectively.
In addition, achieving the predetermined dimensional accuracy of the part will become challenging.
As a critical stage for ensuring dimensional accuracy, finishing operations are prone to workpiece deformation due to uneven distribution of machining allowances or insufficient local allowances.
Therefore, engineers must prioritize benchmark correction during finishing.
Concurrently, engineers should scientifically design process parameters such as cutting depth, cutting speed, and feed rate.
They base these parameters on the workpiece’s dimensional requirements.
This helps prevent thermal deformation caused by excessive stress concentration during machining.
CNC machining of metal materials necessitates the use of coolant.
The circulating heat exchange of the coolant promptly dissipates heat generated during processing.
This mitigates the adverse effects of high temperatures on workpiece accuracy.
It also prevents deformation or surface damage.
When securing parts with fixtures, operators must reasonably control the clamping force.
The principle of “effectively preventing part displacement during machining” should guide this process to avoid excessive clamping force causing plastic deformation of the workpiece.
Finishing operations demand extremely high precision in every step, where any error may result in substandard workpiece accuracy.
As a critical preliminary step, controlling clamping force during fixture setup is paramount.
To achieve stress-free clamping and fundamentally mitigate deformation risks, engineers must conduct specialized fixture design.
They base this design on the material’s physical properties and the workpiece’s precision requirements.
As a result, engineers enhance the rationality and adaptability of the fixture design.
During datum correction operations, the entire workpiece must serve as a unified datum for overall positioning.
Implementation requires first identifying the workpiece’s feature surfaces and critical reference points, then precisely aligning them with the preset datum.
This eliminates interference from localized positioning, ensures positioning accuracy meets requirements, and provides reliable support for the workpiece to ultimately achieve design standards.
In metal material processing, CNC machining technology enables the measurement of workpiece parameters through programmed instructions.
It also automates operations within the CNC machine environment.
The core of CNC machining lies in rigorously controlling critical processes, including 3D model construction, program coding, tool selection and adaptation, and optimized configuration of CNC cutting parameters.
Refined management of these core processes significantly enhances the scientific rigor and rationality of machining programs.
This ensures high-quality production.
It also prevents surface defects and dimensional inaccuracies that fall short of design specifications.
Manufacturing enterprises applying CNC machining must clearly understand the technical essentials of metal material processing.
This understanding helps improve machining precision. It also supports the stable supply of high-quality products.