
How to efficiently machine shaped parts on CNC mill-turn machines?

If you search for CNC milling vs CNC turning, most articles start by explaining the machines. That sounds logical—but it’s also the root of the confusion.
“CNC machining” is an umbrella term. It groups together very different processes that happen to share computer control.
For designers, buyers, and even junior engineers, this often creates the impression that milling and turning are interchangeable, or that one is simply a “more advanced” version of the other. Neither is true.
One common misconception is that CNC milling is always more precise, while turning is just a faster, rougher process.
Another is that cylindrical parts must always be turned, and flat parts must always be milled.
In reality, many parts that look perfect for turning are milled in practice—and vice versa—because geometry alone doesn’t tell the whole story.
The real cost of this misunderstanding shows up later. Choosing the wrong process can increase machining time by 20–50%, require additional setups, or force unnecessary secondary operations.
According to machining cost models published in the SME Manufacturing Processes Reference Guide, setup and tool-change time often outweigh raw cutting time for complex parts, especially in low-to-medium production volumes.
That means the wrong early decision doesn’t just affect manufacturability—it directly inflates unit price and lead time.
This article isn’t about memorizing machine definitions. Instead, it focuses on how design intent, geometry, and material behavior determine whether CNC milling or CNC turning makes sense.
By the end, you should be able to look at a part and confidently answer: Which process is actually smarter for this job—and why?
If you only remember one thing, remember this:
CNC milling removes material using a rotating cutting tool on a fixed workpiece, while CNC turning removes material using a fixed cutting tool on a rotating workpiece.
That single mechanical difference changes everything downstream:
how forces enter the material, how chips break, how surfaces are formed, how fast material can be removed, and even how easy it is to hold tight tolerances.
Most downstream differences between milling and turning—surface finish, cycle time, cost efficiency—are consequences of this basic motion relationship.
Instead of asking “Which machine should I use?”, experienced manufacturers ask “What does this geometry demand?”
The first and most obvious divider is rotational symmetry. Parts that are symmetric around a central axis—shafts, pins, bushings—naturally align with CNC turning.
The rotating workpiece allows these shapes to be generated efficiently and concentrically.
But this is where many designers stop thinking, and that’s a mistake.
Not all cylindrical parts should be turned.
A shaft with milled flats, cross-holes, offset slots, or asymmetric pockets may still start on a lathe, but it almost always requires secondary milling—or a mill-turn center—to finish.
In high-mix production, it’s sometimes cheaper to mill the entire part from bar or plate stock rather than switch machines mid-process.
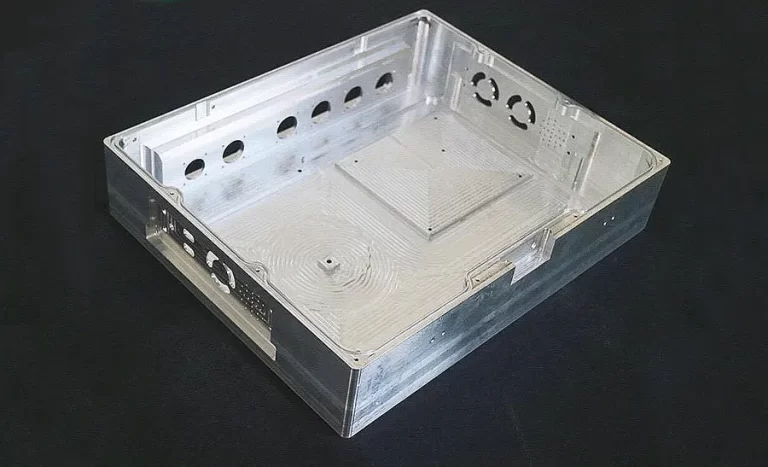
On the other side, flat or prismatic parts don’t automatically rule out turning.
Thin discs, flanges, and ring-shaped components are often turned first to establish perfect roundness and parallel faces, then milled for bolt patterns or pockets.
In these cases, turning is used as a precision foundation, not a complete solution.
Things get more interesting with hybrid geometry. Parts that combine rotational features with complex 3D surfaces—medical implants, aerospace fittings, custom connectors—often force multi-process machining.
Here, the decision isn’t “milling or turning,” but how to sequence them to minimize setups and tolerance stack-up.
This is why mill-turn machines have become more common in high-precision manufacturing.
In short, geometry doesn’t dictate process by shape alone. It dictates process by symmetry, feature orientation, tolerance relationships, and access for cutting tools.
Surface finish is one of the most misunderstood differences between CNC milling and turning, largely because many explanations stop at “turning is smoother.” The real reason is deeper—and mechanical.
In CNC turning, the cutting tool maintains continuous contact with the rotating workpiece. This produces a stable cutting force and consistent chip thickness.
The result is a regular surface pattern and, in most cases, a lower average roughness (Ra), especially on round features.
According to data published in Machining Fundamentals by John R. Walker, CNC turning commonly achieves surface finishes in the range of Ra 0.8–3.2 µm without secondary finishing, depending on material and tooling.
Milling is different. Most milling operations involve intermittent cutting, where each tooth of the tool repeatedly enters and exits the material.
This creates fluctuating forces, micro-vibrations, and more complex chip formation. On flat or contoured surfaces, this can slightly degrade surface uniformity if parameters aren’t optimized.
However, milling is not inherently worse. In fact, milling often produces better surface finishes on complex 3D surfaces, pockets, and fine details where turning simply cannot maintain tool contact in a controlled way.
With modern high-speed milling strategies and sharp carbide tools, finishes below Ra 1.6 µm are common on aluminum and plastics.
The table below summarizes typical surface behavior:
| Process | Tool Contact Type | Typical Surface Finish (Ra) | Best Use Case |
|---|---|---|---|
| CNC Turning | Continuous | 0.8–3.2 µm | Cylindrical and concentric surfaces |
| CNC Milling | Intermittent | 1.6–6.3 µm (can be lower) | Flat, contoured, and complex 3D surfaces |
What matters most is not the machine, but how the cutting forces interact with the feature being created.
Turning excels when geometry allows uninterrupted tool engagement. Milling excels when geometry demands flexibility.
When people ask which process is “more accurate,” they’re usually asking the wrong question.
Accuracy in CNC machining is not owned by a machine type—it’s controlled by how the feature is created.
In general, both CNC milling and CNC turning are capable of tight tolerances.
For standard production work, CNC turning typically holds tolerances around ±0.01 mm (±0.0004 in) on diameters without special processes.
CNC milling commonly achieves ±0.02 mm (±0.0008 in) on prismatic features, with tighter tolerances possible using fine tools, probing, and stable fixturing.
These ranges are well documented in the ASM Handbook: Machining and SME process capability studies.
Where turning clearly excels is concentricity and coaxial features.
Because the part rotates around a single spindle axis, all diameters, tapers, and faces are naturally aligned. Holding concentricity below 0.01 mm is routine on a well-maintained CNC lathe.
Achieving the same result with milling requires multiple setups, probing, and very careful datum control.
Milling, however, has an advantage when tolerances relate to positional accuracy rather than roundness.
Hole patterns, pockets, slots, and complex surface relationships are easier to control on a milling center because the machine is designed to move precisely in three or more linear axes.
This is why “tighter tolerance” always depends on the feature. A ±0.01 mm diameter tolerance strongly favors turning. A ±0.01 mm positional tolerance between multiple holes strongly favors milling.
Treating tolerance as a global requirement instead of a feature-specific one is one of the most common—and costly—design mistakes.
Another pitfall designers often overlook is tolerance stacking across processes. A part that is turned first and milled later will inherit small misalignments unless datums are clearly defined.
Over-tolerancing features that don’t functionally require it also drives cost sharply upward, because inspection, compensation passes, and scrap rates increase nonlinearly as tolerances tighten.
Accuracy isn’t about which machine is “better.” It’s about matching the tolerance requirement to the physics of how the feature is produced.
Speed in CNC machining is often misunderstood as spindle speed or feed rate. In reality, what matters is total cycle time, and that includes setup, tool changes, and handling—not just cutting.
CNC turning dominates high-volume production because of its efficiency with rotational parts.
Once a bar is loaded, a lathe can remove material continuously with minimal tool changes. For simple shafts or bushings, cycle times can be measured in seconds rather than minutes.
This is why turning remains the backbone of automotive and fastener manufacturing.
Milling usually involves more complexity. Tool changes are frequent, especially for parts with multiple feature types.
Each tool change may only take a few seconds, but across dozens of operations, those seconds add up.
SME studies show that for complex milled parts, non-cutting time can exceed 30% of total cycle time, which surprises many buyers focused only on feed rates.
Setup time is another dividing line. Turning setups are often faster for symmetric parts, particularly when bar feeders or collets are used.
Milling setups, especially for irregular parts, may require custom fixtures, multiple orientations, or re-clamping—all of which increase lead time before the first part is even cut.
That said, milling can beat turning on lead time when geometry would otherwise require multiple lathe setups or secondary operations.
A complex part machined entirely in one milling setup may ship faster than a “faster” turning process that needs follow-up milling, inspection, and handling.
Efficiency is not about which machine removes material faster. It’s about how many times the part must stop being machined.
Material behavior is where CNC milling and turning really start to diverge—and where generic compatibility charts fall short.
Soft plastics such as nylon, PTFE, and UHMW often favor turning for round parts because the continuous cutting action produces cleaner surfaces with less tearing.
Milling these materials can cause edge fuzzing or heat buildup if chip evacuation isn’t perfect.
Turning allows chips to peel away smoothly, reducing surface defects.
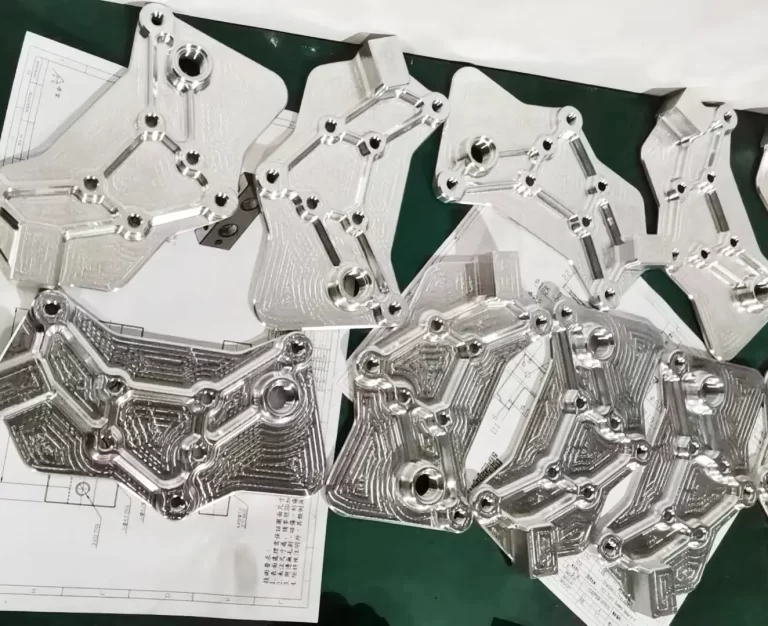
Aluminum alloys behave well in both processes, but turning typically achieves better surface finishes on diameters with less effort.
Milling, however, is superior for thin walls, pockets, and complex shapes where tool engagement must be carefully controlled to avoid chatter.
Hard metals such as stainless steel and tool steel introduce another variable: tool wear. Turning spreads wear evenly along the cutting edge, while milling concentrates wear on individual teeth.
This often makes turning more predictable for long production runs in hard materials, while milling may require more frequent tool monitoring.
Composites are a special case. Milling fiber-reinforced materials can cause delamination if cutting forces pull fibers rather than shear them.
In these cases, turning—when geometry allows—can reduce fiber lift-out because of more consistent cutting engagement.
When milling is unavoidable, specialized tooling and conservative parameters become critical.
The key takeaway is that material choice doesn’t just affect machinability. It influences which process produces stable, repeatable results with acceptable tool life.
One of the most persistent myths in CNC machining is that the hourly machine rate determines cost. In reality, time and risk matter far more than the number printed on a quote.
Turning machines often have lower hourly rates, but that alone doesn’t make turning cheaper.
What makes turning cost-effective is reduced setup time, fewer tools, and lower scrap risk for symmetric parts.
When a turned part comes off the machine completely, the cost stays predictable.
Milling introduces more variables. Tooling costs are usually higher because multiple cutters are required, and wear rates vary widely depending on material and geometry.
Tool breakage, especially on small end mills, is a hidden cost that rarely appears on estimates but shows up in production.
Scrap and rework are another major driver. A part that requires multiple milling setups has more opportunities for misalignment.
Each additional setup increases the chance that a tolerance will be missed.
According to manufacturing quality studies published by SME, scrap rates rise disproportionately with setup count, not with part complexity alone.
Perhaps the most counterintuitive cost driver is shape simplicity.
A part that looks simple but is over-toleranced or poorly dimensioned can cost more than a visually complex part designed with manufacturing in mind.
“Simple” does not mean “cheap” if the design fights the process.
In practice, CNC turning is often cheaper for round parts at scale, while milling becomes cost-effective when it eliminates secondary operations or consolidates processes. Cost follows process logic, not appearance.
When engineers ask, “Should this part be milled or turned?” what they usually want is a fast, defensible answer.
While no matrix replaces manufacturing expertise, the logic below reflects how experienced machinists actually decide.
If the part is primarily rotational and symmetric around a central axis, turning is almost always the baseline choice.
If the geometry is prismatic, freeform, or requires multiple non-coaxial features, milling becomes the natural fit.
Turning shines in medium to high volumes because of short cycle times and stable processes.
Milling remains competitive in low volumes or prototyping, where setup flexibility matters more than raw cutting speed.
Tolerance often breaks ties. Features requiring tight concentricity or roundness favor turning.
Features defined by positional relationships or complex surfaces favor milling. This is where feature-level thinking matters more than general accuracy claims.
Cylindrical surfaces demanding smooth, consistent finishes usually benefit from turning.
Complex faces, pockets, or contoured surfaces are better handled by milling.
Budget and delivery speed bring everything together. Turning is usually cheaper when it avoids secondary operations.
Milling is faster when it consolidates multiple steps into one setup.
The fastest and cheapest option is often the one that reduces handoffs, re-fixturing, and inspection loops.
A simplified yes/no logic looks like this:
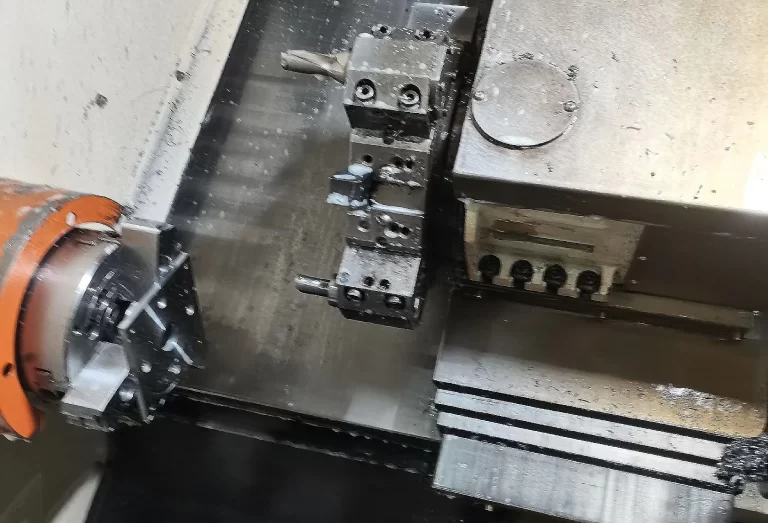
Modern CNC manufacturing no longer treats milling and turning as separate worlds. Mill-turn machines—sometimes called multi-tasking machines—combine both processes in a single setup.
At a basic level, a mill-turn machine allows a part to rotate like a lathe while also being machined with live milling tools.
The real benefit isn’t versatility; it’s accuracy through fewer setups.
Every time a part is unclamped and re-clamped, small errors are introduced.
Eliminating those steps improves concentricity, positional accuracy, and repeatability.
Combining processes also saves money when secondary operations would otherwise dominate cost.
A part that requires turning, then milling, then inspection, then re-fixturing may be more expensive than machining everything in one cycle—even if the hourly machine rate is higher.
Consider a typical example: a precision shaft with turned diameters, milled flats, and cross-holes.
On separate machines, this part requires at least two setups and multiple inspections.
On a mill-turn machine, all features can be created in one coordinate system. The result is better alignment, shorter lead time, and lower scrap risk.
Mill-turn machining is not always the answer, but for complex, tolerance-sensitive parts, it often represents the most efficient compromise between milling and turning.
Many CNC machining costs are self-inflicted at the design stage. One of the most common mistakes is over-tolerating turned features.
Specifying unnecessarily tight tolerances on diameters forces slower cutting, additional passes, and more inspection—even when the function doesn’t require it.
Another frequent issue is milling features onto parts that are otherwise perfect for turning.
Flats, slots, or decorative features added without a functional purpose can push a simple turned part into multi-process territory, multiplying cost.
Tool access is also often ignored. Features that look fine in CAD may be difficult or impossible to reach with standard tools.
This leads to long, fragile cutters, slower feeds, and higher breakage rates.
Finally, many designs fail to consider the starting stock shape.
Designing a part as if material appears from nothing ignores the realities of bar stock, plate sizes, and forging blanks.
A design aligned with standard stock dimensions is easier—and cheaper—to machine.
Reducing CNC cost is less about choosing the cheapest process and more about designing with the process in mind.
| Aspect | CNC Milling | CNC Turning |
|---|---|---|
| Geometry | Prismatic, complex, 3D | Rotational, symmetric |
| Tool Motion | Rotating tool | Rotating workpiece |
| Typical Speed | Slower per feature | Faster for round parts |
| Cost Efficiency | Best for low volume, complex parts | Best for high volume, round parts |
| Surface Finish | Excellent on flats and contours | Excellent on diameters |
| Ideal Use Cases | Housings, brackets, molds | Shafts, bushings, pins |
Asking whether CNC milling or CNC turning is “better” misses the point. The real question is whether the design intent aligns with the manufacturing process.
Experienced manufacturers don’t start with a machine.
They start with function, geometry, tolerances, and volume—and then choose the process, or combination of processes, that delivers those requirements with the least risk.
In many cases, the best solution isn’t milling or turning, but a thoughtful blend of both.
That decision becomes much easier when designers involve machining experts early, before cost and lead time are locked in.
In CNC machining, the smartest choice is rarely about capability. It’s about alignment — between design, process, and purpose.
ASM Handbook, Volume 16: Machining
SME (Society of Manufacturing Engineers) – Manufacturing Processes and Cost Analysis
Kalpakjian & Schmid, Manufacturing Engineering and Technology
John R. Walker, Machining Fundamentals
With the rapid development of the modern manufacturing industry, the…
Easy to deform thin-walled parts processing, has been the processing…
Now we attach importance to the design of intelligent agricultural…